Digitális munkaanyag paraméterei

- Kompozit PDF-állomány, ha a kiadvány formátuma megengedi, akkor PDF/X-1a, PDF/X-3, PDF/X-4.
- CMYK színtér (az RGB, CIE, LAB színtereket nem tudjuk közvetlenül feldolgozni), direktszínek használatát a megrendelésnél kérjük, jelezzék.
- PDF-állományok verziója 1.3-tól 1.7-ig terjedhet (jellemzően 1.4).
- A PDF-állomány oldalmérete (trim méret) egyezzen meg a kiadvány (késztermék) vágott méretével.
- A vágáshoz az oldalon lehetőleg 5-5 mm kifutó (bleed) szükséges.
- Az oldalaknak tartalmazniuk kell a szükséges vágójeleket és fájlinformációkat. A vágójelek minden esetben a kifutón (bleed) is kívül helyezkedjenek el. Egyéb nyomdai jelek (regisztráció, skálák) használatát kérjük kerülje!
- Irkafűzésnél kérjük figyelembe venni, hogy az oldal körülvágott mérete nem egyezik meg a dokumentum méretével (a kiadványban kívülről befelé haladva csökken). A margóviszonyok megváltoznak, ezért a fedélnél is lehetőség szerint nagyobb kifutót kérünk (min. 5 mm).
- Többoldalas kiadványnál helyes oldalsorrendben, vákát oldalakkal (üres oldalakkal/include blank pages), oldalanként (nem oldalpárban) kérjük összeállítani a PDF-állományt.
- Mutációs (pl. többnyelvű) munkák esetében minden egyes mutációt 4 színben és azonos oldalparaméterekkel kérünk leadni (a mutálandó rész különválasztása kerülendő, pl. képek és a szöveg külön fájlba szedése).
- A kiadvány képeinek felbontása lehetőleg 300 dpi vagy nagyobb legyen (de legalább 240 dpi).
- A kiadványban használt betűtípusok legyenek beágyazva (embed all fonts).
- A PDF-állomány ne tartalmazzon semmilyen beágyazott színprofi lt (leave color unchanged). A kívánt ICC profilokat a képfeldolgozás során kérjük használni.
- Beágyazott EPS-állományok esetén az alkalmazott betűtípusokat kérjük görbékké alakítani.
- Vágott méreten belül ne használjanak registration color típusú fekete színezetet! Ez egy 400% (C100%, M100%, Y100%, K100%) kitöltési arányt tartalmazó színezet, amely technológiai jelekhez használatos (pl. vágójel).
- Nagyobb méretű fekete felületek esetén a 100% fekete fedettség nem ad elég mély fekete színezetet.
Ilyen esetekben kerüljük az indokolatlanul nagy összfedettséget, mivel a négy szín egymásra nyomtatása egy határon túl már nem ad mélyebb fekete árnyalatot, viszont száradási problémákat okozhat a nyomaton. Ilyenkor kérjük a feketét ciánnal mélyíteni
(optimális esetben C40%, K100%). - Fekete színű folyószövegek esetén indokolatlan mélyíteni a feketét. A betűkontúrok élességére rossz hatással van a szövegek több színből való nyomtatása, ezért kérjük, ezek 100% fekete színkitöltést tartalmazzanak. Fekete szövegek (továbbá fémfólióval nyomott felületek, vékony léniák, stancaformák, vonalkódok) esetében ügyeljünk a fekete felülnyomás (black overprint) beállítására. Ellenben a fehér szövegek és objektumok, direktszínek alapszínekre nyomása esetén kerüljük az overprint használatát.
- Formalakk, prégforma, stancforma és minden egyéb olyan elem, ami nem ténylegesen nyomtatandó, csak valamilyen szerszám- vagy formakészítéshez kellhet, azt kérjük, minden esetben sötét direktszínként (spot color) legyen leadva (tehát ne a process CMYK alapszínekből hozzuk létre), lehetőleg minden elem külön pdf-állományban, vektoros formában.
- Az egymásra nyomtatott színkivonatok (CMYK) százalékos összkitöltési aránya a tónusokban, képek nagyobb felületein ideális esetben nem jó, ha mázolt papíron meghaladja a 320%-ot, ofszetpapíron a 300%-ot, illetve kartonpapírok esetében a 280%-ot. Az ennél magasabb összfedettség már súlyos nyomtathatósági problémákat okozhat. Ennek elkerülése érdekében a felsoroltaktól magasabb összkitöltöttség esetében a leadott anyagok terhelését optimalizáljuk.
Az itt olvasható leírás letölthető PDF formátumban ide kattintva.

Digitális anyag leadásának paraméterei élnyomtatáshoz:
- Az élnyomtatáshoz alapvetően három él tartozik: fej, elej (front) és láb él.
- Az élek vastagságát a könyvtest számolt vastagságához kell igazítani.
- A dokumentumok magasságait a könyvtest szélessége és magassága határozza meg, így három dokumentumot kell létrehozni. Ezek lehetnek különálló vagy egyben kimentett pdf-ek.
- Ebből következően kell egy fej él, egy elej (front) és egy láb él szerinti dokumentum, melyeket meg kell majd nyomni (minden esetben kérnénk a három él anyagot, akkor is, ha egyezik a fej és láb él mintája).
- A dokumentumokat kérjük a mellékelt állítás szerint, körbe legalább 2-2 mm kifutóval menteni. Az elkészített dokumentumokat 300 dpi-ben, CMYK színrendszerben, pdf formátumban kell megkapnunk. A színprofil beállítása egyezzen meg a belív anyagával (F47, F52, F51).
Például:
Körülvágott méret: 130×200 mm, könyvtest számolt vastagsága: 25 mm
Fej él 130 mm (a könyv szélességi mérete) x 25 mm (a könyvtest számolt vastagsága)
Elej (front) él 25 mm (a könyvtest számolt vastagsága) x 200 mm (a könyv magassági mérete)
Láb él 130 mm (a könyv szélességi mérete) x 25 mm (a könyvtest számolt vastagsága)

Fontos
- A dokumentumok mellé az élnyomtatásra kerülő oldalak helyét (fej, elej* [front], láb) és helyzetét egyértelműen meghatározó látványtervre van szükségünk.
- A fájlnév mindenféleképpen tartalmazza, melyik élhez (fej, elej [front], láb) tartozik az állomány, különös tekintettel a fej és láb él megkülönböztethetőségére vonatkozóan (a mellékelt formában a legjobban áttekinthető és ellenőrizhető).
- Az élnyomtatás különböző felületekre való átfutásáról mindenképpen jelzést kérünk a nyomda számára. A látványterveknek jól szemléltető képet kell nyújtaniuk, több oldalról is láttatva az átfutását a mintának. Mellékeltünk néhány illusztrációt, ahogyan a látványtervek biztosan megfelelnek számunkra. Amennyiben az élnyomtatás mintája a továbbiakban megjelenő más könyveken (pl. sorozati példányok) is átfut – így több kötet élén látható összefüggő kép tesz ki egy mintát –, abban az esetben is az átfutást jól szemléltető, teljes sorozati látványtervet kérünk!
- Az élnyomtatás során az átfutások között a technológiából adódóan pontatlanságok előfordulhatnak. Az 1 mm-en belüli pontatlanságért felelősséget nem vállalunk!
- A dokumentumban levő fej és láb él képi információjának forgatási irányai a következők:
– A fej és láb él esetén a gerinc felőli rész bal oldalra essen és fekvő formátum legyen.
– A könyv elej (front) éle állítva, a fej fent, a láb pedig lent helyezkedjen el. - A trim box alkalmazását mindenképpen kérnénk az elküldött anyagokban.


A fedél elejéhez átfutó élnyomtatás látványterve

A kiterített fedél látványterve az élnyomtatáshoz

Élnyomtatás átfutási látványterve

Élnyomtatás látványterve a könyv gerincével

* Nyomdán belül elejként a könyv frontján található élt nevezzük.
Az élnyomtatásra vonatkozó leírás letölthető PDF formátumban ide kattintva.

Digitális anyag leadásának paraméterei lézervágáshoz:
Vágás/finom vágás anyagleadása
Finom vágás: részletgazdagabb, bonyolult rajzolatokból álló vágást jelent.
Vágás: egyszerűbb, gyorsan vágható rajzolatok, többnyire a termék kész méretre vágása.
-
- Továbbra is pdf-ben várjuk a leadandó anyagot a CMYK tartalomtól elkülönítve külön pdf-fájlban.
- Vágástípustól függően (pl. riccelés, perforálás, finom vágás stb.) külön jól látható és elkülöníthető direkt színekben legyen.
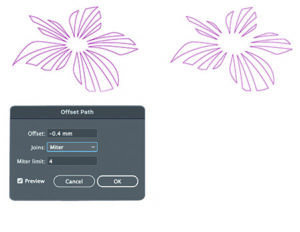
- Csak folyamatos, 0,5 pt vastagságú vektoros vonalakat használjon minden feldolgozni kívánt részlethez.
- A lézersugár mindig a vonalak középpontját követi, így a minták létrehozásánál ezt kell figyelembe venni.
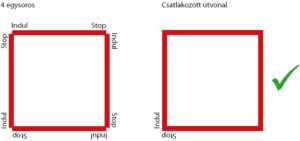
- Az elemeket zárt vonallá kell összekapcsolni a hosszabb feldolgozási idők elkerülése és a jobb minőség elérése érdekében. Az Adobe Illustrator® „Join” funkciójával egyes elemeket összekapcsolhat egy összefüggő vonallá.
- Szöveges anyag vágása esetén figyelni kell arra, hogy csak olyan betűtípust alkalmazzanak, ami a lézervágáshoz jó (nem esnek ki belőle fontos elemek ). Az állomány nem tartalmazhat fontot, ezért a szöveget görbékké kell konvertálni, majd az előzőekben leírtak alapján be kell állítani a körvonalat. Nem lehet kitöltése!
- A direkt színek a munka műveletének (pl. vágás stb.) is elnevezhetőek. A direkt szín minden esetben 100%-os fedettségű legyen.
Az alábbi direkt színek használatát javasoljuk:
Vágás: P 807 U
Finom vágás: P 7771 U
Riccelés: P 7708 U
Perforálás: P 2766 U
Hajtáskönnyítés: P 7599 U
A bonyolultabb, precízebb vágást igénylő elemeknél használjon egy következő direkt színt, pl. „Finom vágás”, amelynél tartson 1,5–2,0 mm távolságot a vágóvonalak között, hogy elkerülje az érintéskor történő leszakadást.
Hajtáskönnyítés
- Használjon dupla vonalat 0,5-0,5 mm-re a hajtás vonalától.
Perforáció/mikroperforáció
A perforáció készítésénél egy adott vonalban lyukakat, szaggatott vonalakat vágnak a papíron, mely által könnyebb lesz az adott elem (papírrész) letépése.
- Folyamatos vonalvezetésű, 0,5 pt vastagságú vonalakat használjon perforációhoz is.
- A gép kezelője fogja a perforáció fajtájának (mikroperforáció stb.) beállításait elvégezni.
- Ha többféle perforációt szeretne egy anyagban, akkor perforációtípusonként különböző direkt színt állítson be.
Riccelés
A riccelés az öntapadós papír felső rétegének az átvágását jelenti. Ezáltal az alsó (hordozó) rétegtől egyszerűbb lesz az elválasztása a matricának, a címkének. Egyedi formákat, alakzatokat is ki lehet vágni.
- Riccelés esetén is a vágásnál megadott paraméterek a szükségesek.
Általános tudnivalók:
- A lézerezési eljárást csak fóliázatlan oldal felől lehet végezni!
- A lézermegmunkálás tökéletes igazítása érdekében a megmunkálás oldala felől az íven pozicionáló jelet kell feltennünk.
- Abban az esetben is szükség van erre a jelre, ha a megmunkálás oldala egyébként nyomatlan lenne. Így a 4+0 színben nyomott fóliázott termék 4+1 színben nyomottá válik, aminek a költségeivel számolni kell.
Amit mindenképpen szoktunk javasolni főleg a lézervágás tekintetében – mivel egy új terület –, szívesen segítünk akár már a tervezés elejétől az anyagleadásban, esetleges próbák ellenőrzésében, tesztelésében.
- FTP-szerverünk címe: repro.anyrt.hu (csak FTP-klienssel, böngészőből nem elérhető).
- FTP-port: 21, passzívport-tartomány: 1025–1500.
- Titkosított FTP-port: 990 (TLS/SSL, implicit).
- Egyeztetés után biztosítunk egyedi felhasználói nevet és jelszót, egyedi tárterülettel.
- Apogee Portal szerverünk címe: https://jobs.anyrt.hu/productioncenter
- Az Apogee Portal használatához egyeztetés után adunk lehetőséget (név, jelszó).
Dankó János
rendszergazda
djanos@repro.anyrt.hu